COATMASTER AG
Coatmaster AGは、スイスにある非接触型膜厚測定システムメーカーです。
2011年にチューリッヒ応用科学大学で教鞭を執っていたニールズ・リーンケ教授、アンドール・バリスカ博士、ラインハルト・K・スタリー氏の3名によって設立されました。
彼らは在職中に発明・考案したキセノン球を用いた非接触型の膜厚測定方法について北米、EU圏などで特許を取得後、ベンチャー企業としてスタートしました。
その後、Winterthur市の優れたベンチャー企業に対する産業振興助成金制度を受けることにより法人化されました。
現在Coanmaster は、粉体塗装業界、自動車産業、医療器具、印刷加工などに幅広く採用されています。

測定原理
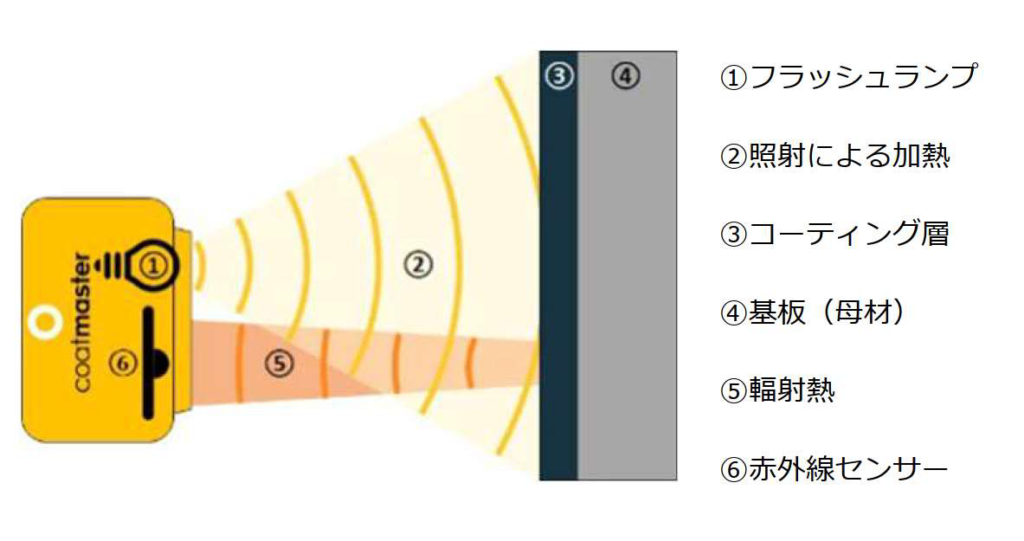
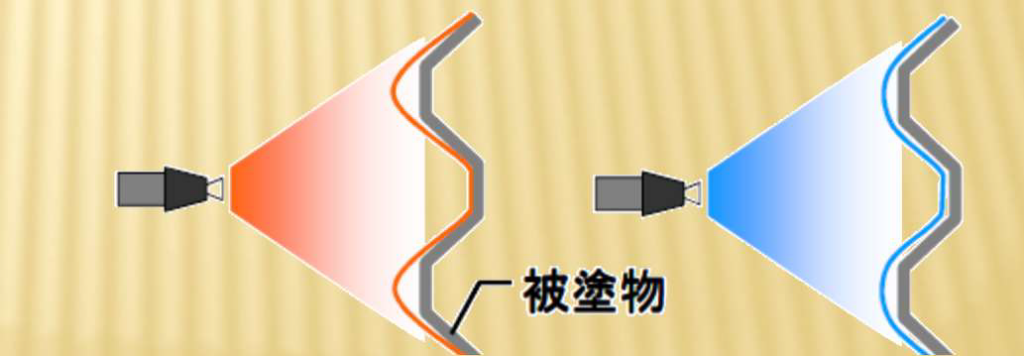
Coatmasterの原理は、高度な熱光学(光熱放射法/ATO)を利用しています。
照射される赤外線分を含む光パルス(可視光/キセノン光フラッシュ)によって試料のコーティング層(表面)は励起現象により熱(赤外線の発生)を帯びます。その時に発生した輻射熱を赤外線センサーで捉えます。
コーティング層の固有の物性により周波数が異なるため、照射から輻射までの時間(Δt)の計測および演算処理をして膜厚値(μm)を導き出します。コーティング層が薄いほど照射から輻射までの時間は短く、厚いほど時間は長くなります。
接触式膜厚計との相違点/優位性
一般的に、コーティングは非常に不規則な表面を持っており、硬化前の粉体塗装の表面はさらに粗くなります。この粗さの特性は、前処理,基板の種類と粗さ,コーティングの種類などのさまざまな要因の影響を受けます。接触式膜厚計で測定すると、表面高さが異なるため測定箇所を多くし、その平均値を求めて膜厚を測定することになります。
ですが、Coanmaster は平均化プロセスを使用して、粗さを自動的に補正します。
特長
・材料の消費が大幅に改善され、コストを節約し、環境も改善されます。
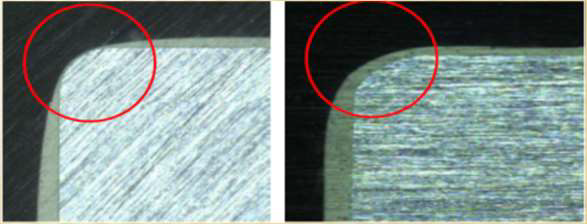
・曲面やコーナー部およびエッジ部の測定も可能です。
・粗い面上のコーティング厚の測定も簡単に測定できます。
・様々な素材の基板およびコーティングでの測定が可能です。
(例)金属・樹脂・木材・CFRP・セラミックなど
・塗装ライン稼働中でもリアルタイムに測定が可能です。
・ドライ/ウェット塗装(粉体・液体)問わず測定可能です。
・測定結果をフィードバックすることで完全なプロセス制御ができ、品質向上させることが可能。
・精密コーティングをμ単位で測定でき、新しい品質基準を確立できます。
・プロセスの初期段階で偏差を検出でき修正することが可能。
・無駄な試運転時間が短縮され工程時間および人件費の節約が期待できます。
・様々な形状に対しても測定可能です。
(一般的に凸部は厚膜となり、凹部は薄膜となりやすい)
ハンディモデル『Coatmaster Flex』

研究用モデル『Coatmaster Atline』

ライン用モデル『Coatmaster Inline』
『Coatmaster 3D』(点から面へ)
仕様
| 特性 | 許容範囲および説明 |
| 測定距離の範囲 | 20-150mm |
| 測定確度/許容範囲 | ±70° |
| 測定ポイントのサイズ | 測定距離75mmで2m㎡ |
| 測定範囲 | 乾燥前の溶剤塗料:10-300μm |
| 乾燥後の溶剤塗装:10-500μm | |
| 硬化前の粉体塗装:10-300μm | |
| 硬化後の粉体塗装:10-500μm | |
| 移動体の測定 | 可能 *移動速度による |
| 測定数 | 最大800回/バッテリーフル充電 |
| 標準偏差 | 標準<厚さの2%未満 |
| 測定時間 | 0.25秒 *コーティングの厚さによる |
| 測定インターバル | 2秒 |
| 電源 | 18VDC Li-on バッテリーパック |
| 動作環境 | 温度:0~35℃ 湿度:10%~75% |
| 補完条件 | -10~50℃ 最大湿度80% *結露なきこと |
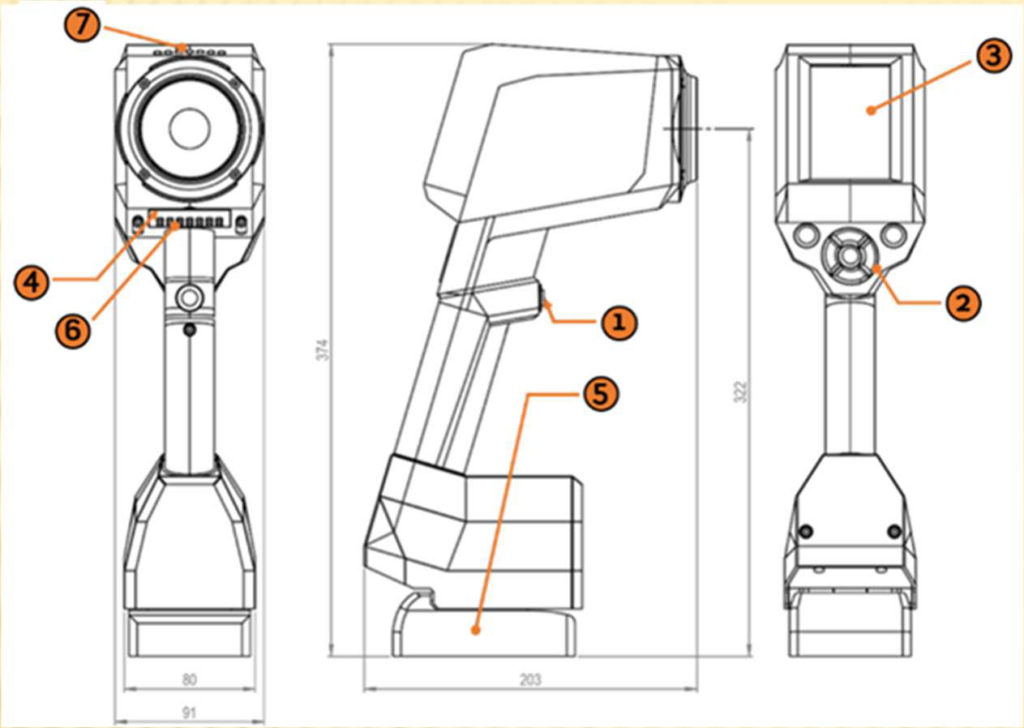
| 重量/寸法 | 約1.3kg/374×91×203mm |
| IP等級 | IP50 |
構成

Ⓐ Coatmaster Flex本体
Ⓑ データ解析用サーバー
ⓒ データ解析用サーバー用ACアダプタ
Ⓓ データ解析用サーバー用電源ケーブル
Ⓔ データ解析用サーバー用アンテナ
Ⓕ バッテリー充電器
Ⓖ 充電式バッテリー
Ⓗ キャリングケース
*ⒻⒼはオプションとなります。
本体
① トリガーボタン
➁ 入力パネル
③ ディスプレイ
④ フィルターカバー
⑤ 充電式バッテリー
⑥ エアインテーク(取入口)
⑦ エアアウトレット(吹出口)

Ⓐ ON/OFFボタンⒷ リターン
Ⓒ OKボタンⒹ 矢印キー
機能
・Coatmaster Flexの管理はシンプルであり、測定結果はPC,タブレットまたはスマートフォンにも表示可能です。
・熱痕跡の自動認識
各コーティングは、特徴的な熱特性を有します。
その熱特性の異常を察知し、警告します。
・測定範囲の平均値を算出し測定結果として表示します。
・Coatmaster Flexのφ2mm~φ80mmの範囲で測定ポイントを決定することが出来ます。
表示について
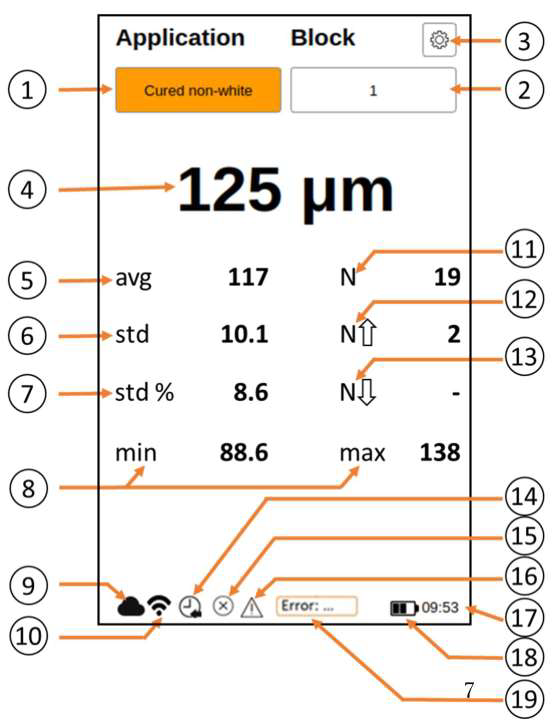
①アプリケーションの実行
➁ブロックの実行
③システム設定
④測定値(μm)
⑤平均値(avg)
⑥標準偏差(std)
⑦相対標準偏差(std %)
⑧最小値/最大値
⑨クラウドステータス
⑩Wi-Fi 信号レベル
⑪測定数(N)
⑫上限値を超える測定数
⑬下限値を下回る測定数
⑭サーバーのリクエスト
⑮エラー/警告/ステータス
⑯警告アイコン
⑰時計
⑱バッテリー残量
⑲エラーアイコン
測定動画
[硬化前の粉体塗装のキャリブレーション方法]
https://www.youtube.com/watch?v=_RTlbfQXAG4
[硬化前の溶剤塗装のキャリブレーション方法]
https://www.youtube.com/watch?v=5YlbjVlHPQk
[ラッカー塗装における使用事例:MP bolagen IndustriAB(スウェーデン)]
https://www.youtube.com/watch?v=ZfoctELe5lM
[シャフト塗装における使用事例:Hengstler Zylinder GmbH(ドイツ)]
https://www.youtube.com/watch?v=D-V7qstO4Vg
適用分野:粉体塗装
粉体塗装の厚さのは、塗装してから数時間後にのみ確認することができます。また、超音波やレーザー測定器などの非接触測定装置の場合、取り扱いと測定精度に問題があるため、作業現場で使用するには困難があります。
Coatmaster Flexは、硬化する前に、粉体塗装の厚さを高精度で測定することが出来ます。
プロセスの早い段階で解決されるため、費用や時間のかかる複雑なやり直し作業を回避することが可能です。
また、この正確な制御により、材料費を最大で30%節約することができます。

適用分野:工業用コーティング
溶剤系コーティングは、膜厚に応じてさまざまな機能を発揮します。
従来の接触式膜厚計では乾燥後に測定する必要があり、製品によっては破断、破壊して確認する必要がありました。
Coatmaster Flexは、乾燥前の剤系塗装の塗装膜厚を測定することが可能なため、管理値外の膜厚を早期に検出することができ、その結果、不具合品の削減や材料費が節約などのメリットが生まれます。
もちろん、乾燥後の膜厚を測定することも可能です。
適用分野:摺動コーティング
最新の内燃機エンジンには摩擦抵抗を減らすことにより燃費が改善出来る摺動コーティング技術が導入されています。
アイドリングストップシステムの増加により「ドライラン」状態の改善にも摺動コーティングが貢献しています。
同様に、ゴム部品の接着コーティングもノイズを低減させ耐久性を向上することが出来ます。摺動コーティングの機能は、非常に狭い公差範囲よる加工によってのみ実現されます。そのため、コーティングプロセスを監視するためには精度の高い測定が必要です。
プロセス上、多数の測定を非常に迅速に実行する必要がありCoatmasterFlexはそれを可能にします。
適用分野:接着剤
接着加工は工業生産においてますます重要になっています。
たとえば、自動車産業では加硫接着よって様々なゴムと異種素材との加工が行われています。接着促進剤を基材に塗布する場合、接着効果を確実にする必要がある一方で、過度に膜厚を多くすると乾燥時間が増加するといった二律背反の問題があり、正確な膜厚管理が必要となります。
従来の接触式膜厚計では再現性が不十分なために管理が困難でした。Coatmaster Flexは、これを検査するための最適な測定器です。
適用分野:溶射コーティング
これまで溶射コーティング直後の膜厚の確認は出来ませんでした。
溶射後に膜厚を測定するには顕微鏡等により測定する必要があり、非常に時間
がかかりました。
そのため、従来方法では溶射プロセス中に膜厚管理を行うことが出来ません
でした。
Coatmaster Flexを使用することにより膜厚管理が溶射直後に可能です。
※測定対象物、溶射の種類によります。
採用実績
これまでに世界50ヵ国,1,000社以上の実績があり、自動車・建機・鉄道・船舶などさまざまな分野で採用されております。(2021年現在)



採用事例:アクゾノベール社(オランダの大手化学メーカー)
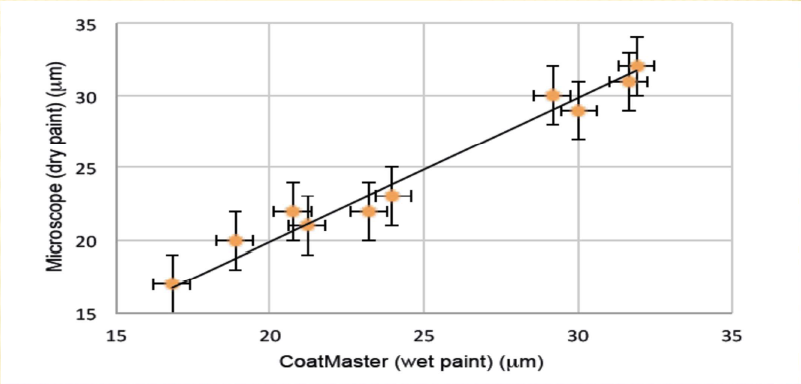
◆プラスチック上のペイント測定
乾燥状態の顕微鏡での測定とCoatmaster Flexによる測定の比較
採用事例:亜鉛フレークコーティング(低温焼付塗装)
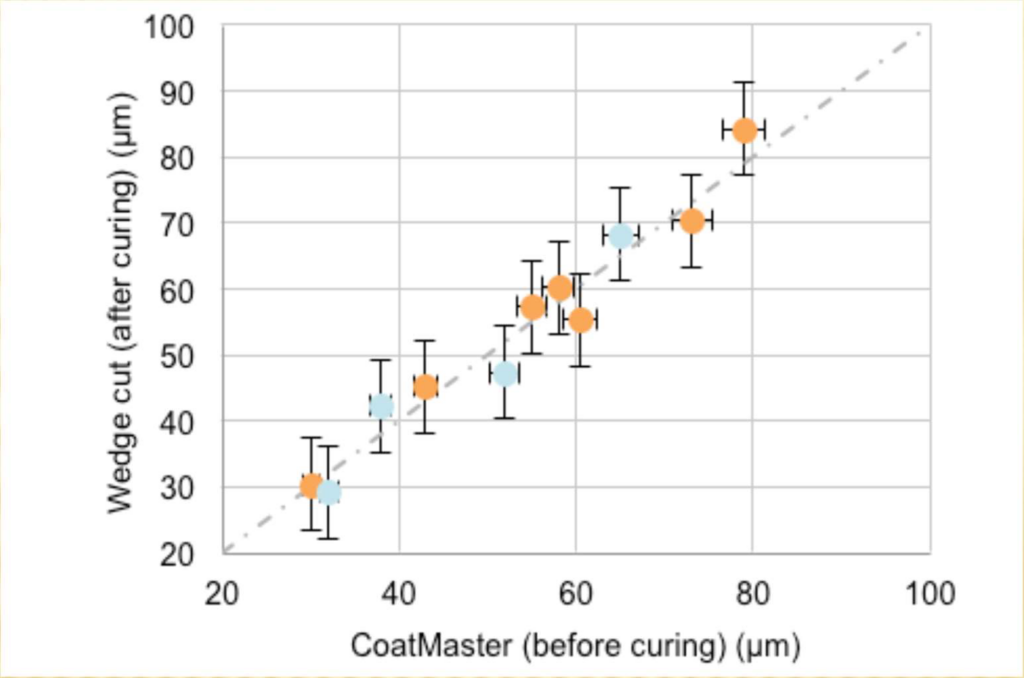
採用事例:プラスチック基板上のレーザーコーティング
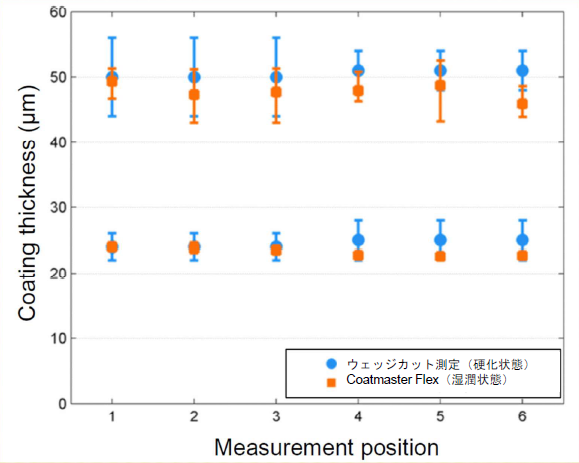
ウェッジカット測定(硬化状態)
Coatmaster Flex(湿潤状態)
※ウェッジカットは、75℃で20分乾燥

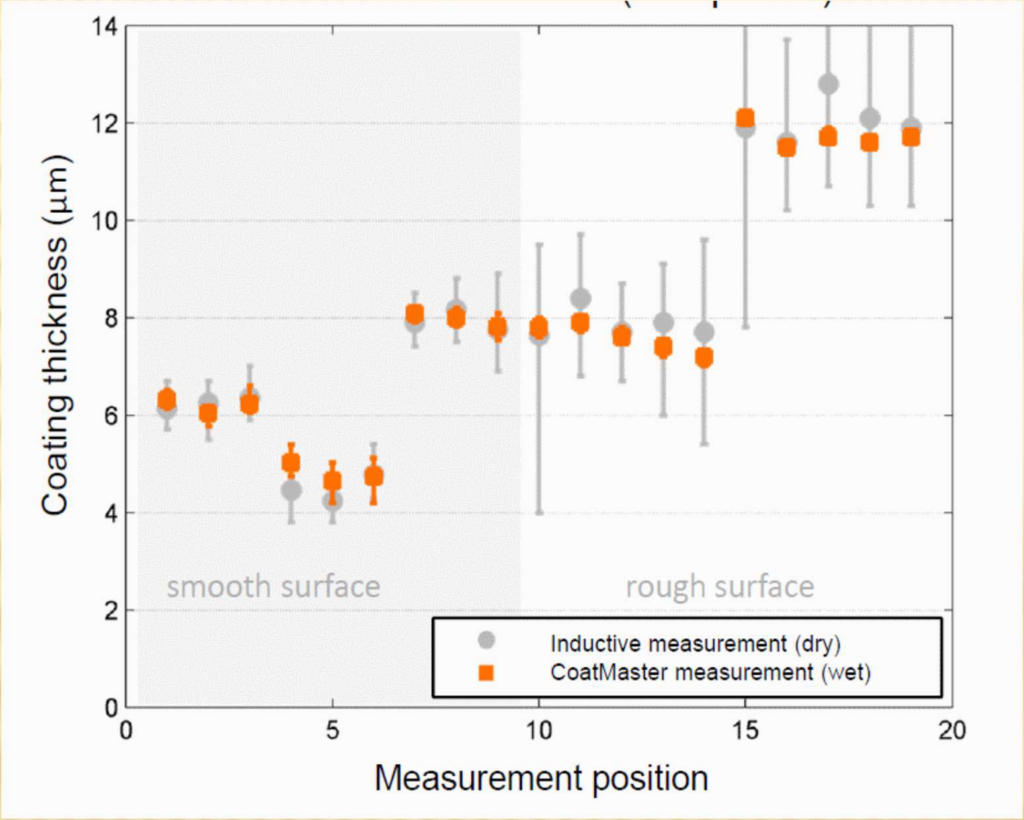
採用事例:繊維強化セメント板
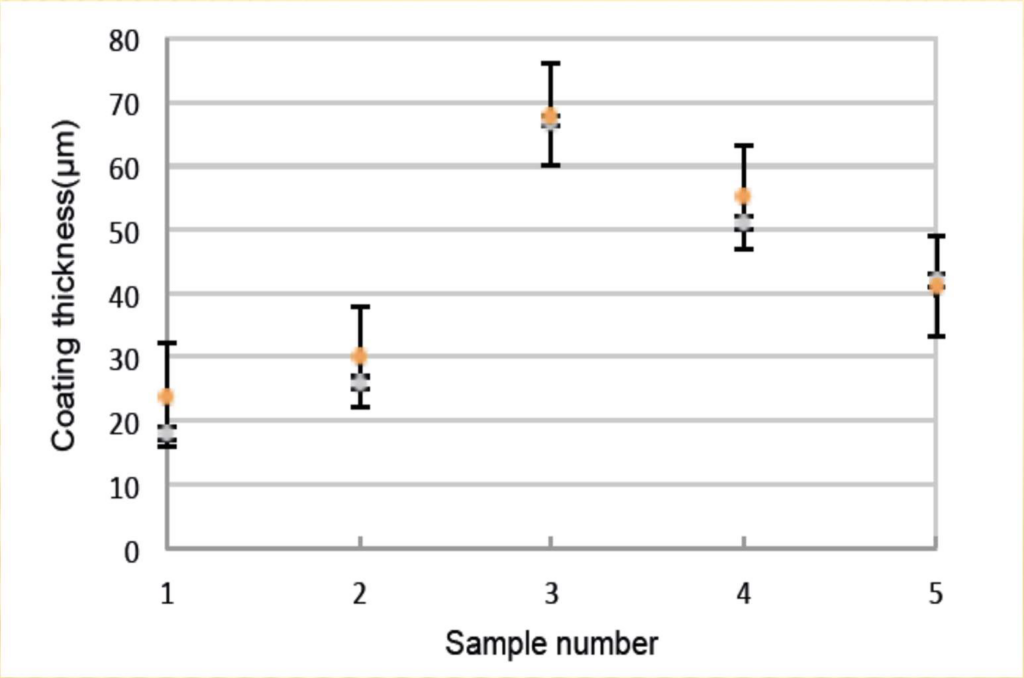
ウェッジカットとCoatmaster Flexのバラツキを表示。
全体の平均値(●)コートマスターの平均値(●)

採用事例:中密度繊維板(MDF/木質繊維を原料とする成型板)
リアルタイムのモニタリング
波形の低下部は、ノズルの目詰まりで生じた塗装不足を表示
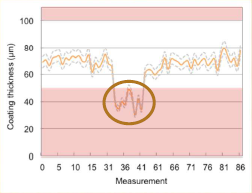
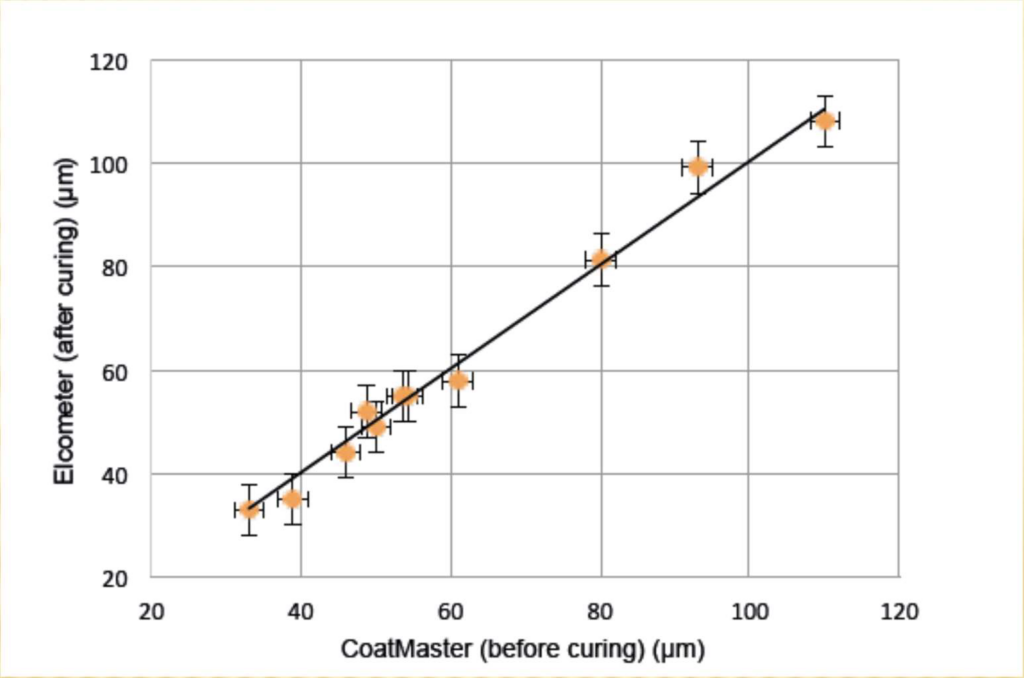
Coatmaster Flexは塗布直後に測定(硬化前)
静電誘導(硬化後)との相関
採用事例:粉末コーティング(アルミコーティング)
非接触膜厚計をお探しの方へ
非接触での膜厚測定を行う場合、下記のことをご確認
願います。
・下地の材質
・コーティングの色
・コーティングの材質
・コーティングの厚さ(何μm~何μm)
・精度(±何μm)